RD-E: 2500 スプリングバック
陽解法のスタンピングシミュレーションに続いて、スプリングバック解析が応力緩和のため陰解法または陽解法ソルバーを用いて行われます。
ハット形状に曲げられた金属シートのスプリングバックシミュレーションが検討されます。この問題はNumisheet'93の有名なテストの1つです。スプリングバックは一般に準-静的除荷であるため、Radioss陰解法ソルバーを用いることが適切です。Radioss陽解法ソルバーも手法の効率の比較のため用いられます。しかしながらスタンピングのフェーズでは、成形プロセスは非常に動的であるため、陽解法のみが用いられます。
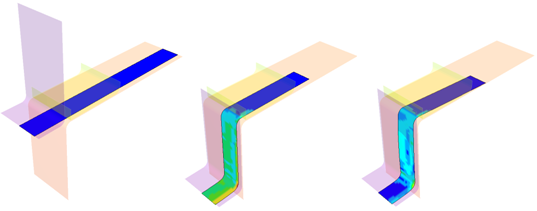
図 1.
使用されるオプションとキーワード
- 陽解法スタンピングシミュレーション、陰解法 / 陽解法 スプリングバックシミュレーション、応力緩和
- 陰解法のストラテジー、孤長増分法による時間ステップコントロール
- 異方性弾塑性材料則(/MAT/LAW43 (HILL_TAB))、Hill モデル
- 直交異方性シェル定式化、QEPH、漸進的塑性化、反復塑性
- インターフェース(/INTER/TYPE7)、ペナルティ法、および摩擦
- 集中荷重(/CLOAD)
- 動的緩和(/DYREL)
- 陰解法パラメータ(陰解法)
- 陰解法スプリングバック(/IMPL/SPRBACK)
- 強制速度(/IMPVEL)
- 剛体(/RBODY)
- 陽解法によるスタンピングシミュレーション:最初から960 msまで。
- スプリングバックシミュレーション:
- 陽解法を使用(動的アプローチ):960 msから6000 msまで。
- 960 msから2000 msまで: スプリングバック時の動的効果を最小化するために準-静的解析が必要なために、スタンピングツールはゆっくりと取り除かれます。ここでは、インターフェースは削除されません。オプションは*_0002.rad Engineファイルで定義されます。
- 2000 msから6000 msまで: 準-静的つり合いに収束させるため動的緩和(/DYREL)が*_0003.rad Engineファイルでアクティブ化されます。
- 陰解法を使用(静的アプローチ):960 msから1000 msまで。
- 入力の陰解法オプションは *_0002.rad Engineファイルに加えられます。応力緩和は/IMPL/SPRBACKキーワードを用いてアクティブ化されます。全てのインターフェースは削除され、スタンピングツール上に特定の境界条件が加えられます。ツールは取り払われません。
- 陽解法を使用(動的アプローチ):960 msから6000 msまで。
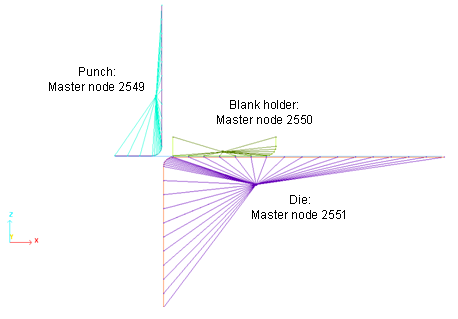
自動メイン節点が選択されています。重心がメイン節点とセカンダリ節点の座標から計算され、メイン節点は質量と慣性が置かれる重心位置に移動されます(ICoGは1にセット)。質量と慣性は剛体には付加されません。
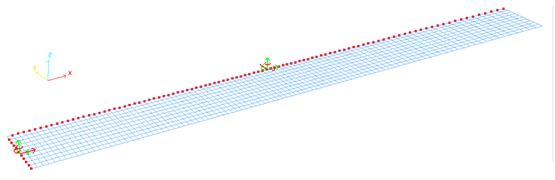
図 3. 対称条件による金属シートの境界条件(/BCS)
長さ方向平面上の節点はY並進方向とX、Z軸周りの回転が拘束されます。
他の対称平面では、X並進方向とY、Z軸周りの回転が拘束されます。
スタンピングツールは移動がZ軸に沿ってのみに制限されます。境界条件は、パートを含む剛体のメイン節点に与えられます(図 3)。
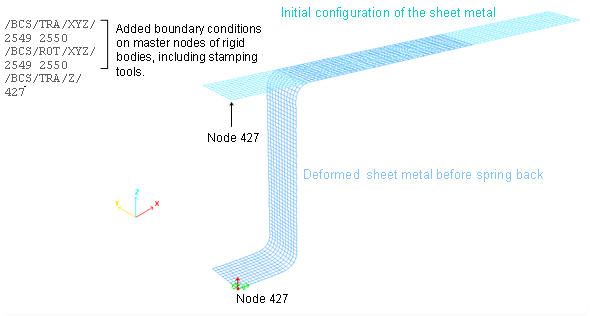
図 4. 陰解法スプリングバックでの節点 427 への付加的境界条件
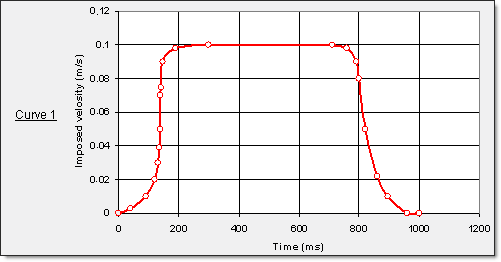
図 5. 剛体のメイン節点を通して与えられるパンチの強制速度
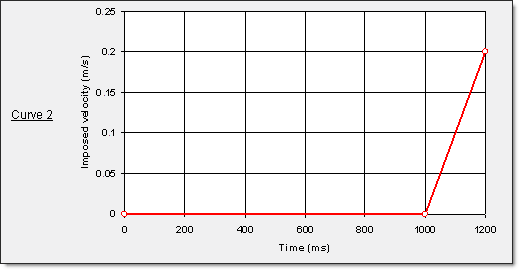
図 6. 剛体のメイン節点を通して与えられるダイとブランクフォルダの強制速度
" パンチパート・・・曲線 1、スケールファクターは-1に設定。
" ダイパート・・・曲線 2、スケールファクターは1に設定。
" ブランクフォルダパート・・・曲線 2、スケールファクターは-1に設定。
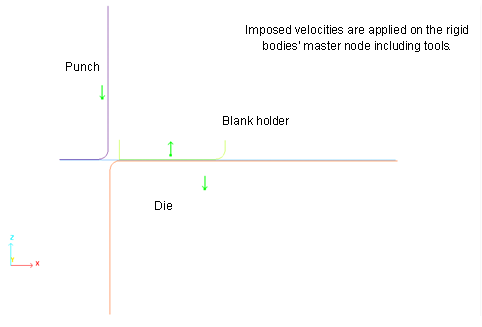
図 7. スタンピングおよびツールの除去という2つのフェーズにおけるツールに対する強制速度
対称性を考慮して、一定の集中荷重612.5 Nが鉛直に剛体のメイン節点を通してブランクフォルダに与えられます。荷重はスプリングバックが検討される前の0から960 msに設定されます。
陰解法スプリングバック解析は /IMPL/SPRBACKキーワードを用いて起動されます。
それぞれの非線形反復サイクルでAx=bを解くソルバーの手法が必要です。これはオプション/IMPL/SOLVERで定義されます。
|
|
|
|
|
|
|
|
|
|
陰解法オプションの詳細についてはRadioss Starter入力をご参照ください。
|
|
陰解法オプションの詳細についてはRadioss Starter入力をご参照ください。
陽解法スプリングバック解析は*_0003.rad Engineファイルで2000 msから動的緩和を用います。
陽解法積分スキームは節点加速度の計算から始まります。これは動的荷重のシミュレーションには効率的です。しかし、動的解法を通した準-静的解析では、静的つり合いの解に収束させるために動的効果を最小化することが必要で、これによりスプリングバック後の最終形状が達成されます。
- 推奨されるデフォルト値を擁する緩和の値
- 減衰される期間(系の最長期間以下)
- リラクゼーション係数
- 1
- 減衰時間
- 1000 ms
このオプションは/DYRELキーワードでアクティブになります(入力: と)。
入力ファイル
- 陽解法スプリングバック
- <install_directory>/hwsolvers/demos/radioss/example/25_Spring-back/Explicit_spring-back/DBEND_44*
- 陰解法スプリングバック
- <install_directory>/hwsolvers/demos/radioss/example/25_Spring-back/Implicit_spring-back/DBEND_44*
モデル概要
この例題ではスプリングバックを含むスタンピングプロセスの数値シミュレーションを扱います。
これは、Numisheet’93で示されている金属シートスタンピングテストの1つである”2D Draw Bending”を指します。ブランクシート上の全ての拘束が解放された後の、形成された金属シートの最終形状が検討されます。スプリングバックシミュレーションの間、陽解法から陰解法への連続解法が用いられ、最初に動的な成形では陽解法が、続く成形の応力を静的に取り除くスプリングバック変形では陰解法でのモデル化が用いられます。
- 陽解法スタンピングと陰解法スプリングバックシミュレーション
- 陽解法スタンピングと(動的緩和を用いた)陽解法スプリングバックシミュレーション
金属シート成形のスプリングバックシミュレーションでは弾塑性非線形アプローチが用いられます。陰解法入力オプションと用いられた増分ストラテジーはモデリングのセクションで記述されます。
スタンピングの数値シミュレーションは960 msまで実行されます。スプリングバック計算は960 msから1000 msが陰解法(静解析アプローチ)で、6000 msまで陽解法(準-静的アプローチ)で実行されます。
標準的なスタンピング工程が検討されます。スタンピングツールにはパンチ、ダイとフランクフォルダが含まれます。
単位: mm、ms、g、N、 MPa。
金属シートをダイに対して固定するために荷重1225 Nがブランクフォルダに鉛直に与えられます。荷重はスプリングバックシミュレーションの前に取り除かれます。
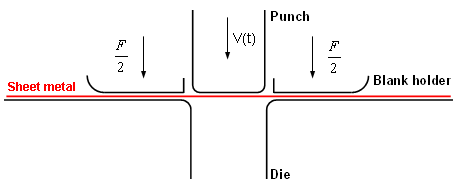
図 8. 問題の概要
- ダイのコーナーの半径
- 5 mm
- パンチのコーナーの半径
- 5 mm
- パンチの幅
- 50.4 mm
- 金属シートの寸法
- 35 mm x 175 mm
金属シートの板厚は0.74 mmで定義されます。 金属シートとダイの間のCoulomb摩擦係数は0.129で定義されます。
- 材料特性
- 初期密度
- 8x10-3注: 実行時間を最小にするために、密度は8x10-3から人工的に増やされます。
- ヤング率
- 206000
- ポアソン比
- 0.3
圧延を受ける金属シートの材料は特別な異方性の特性を持っています。異方性弾塑性挙動はHillモデル(/MAT/LAW43)で導入できます。この材料則は、von Mises降伏条件の異方性降伏挙動への一般化と考えることができます。
係数が、Lankford異方性パラメーターの範囲を用いて決められます。ランクフォードパラメータの角度は、直交異方性方向1に対して定義されます。
- 材料特性
- 初期密度
- 8x10-3
- ヤング率
- 206000
- ポアソン比
- 0.3
- 0°のランクフォード
- r00= 1.73
- 45°のランクフォード
- r45 = 1.34
- 90°のランクフォード
- r90= 2.24
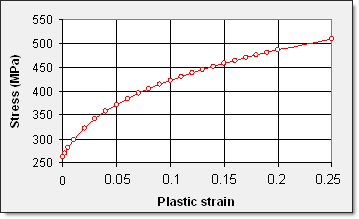
図 9. ユーザー降伏関数
モデリング手法
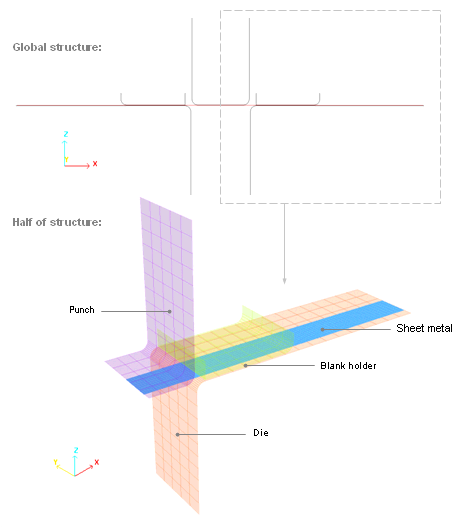
図 10. 検討された問題の有限要素メッシュ
パンチは紫で、ブランクフォルダは緑で、ダイは赤で示されています。金属シート(青)は4節点シェル要素を用いてモデル化されています。

図 11. 金属シートの漸変メッシュ
精度の良いシミュレーション結果を達成するため、QEPHシェル要素定式化が陽解法と陰解法解析に用いられます。Lagrange定式化が適用されます。
- 5 積分点(漸進塑性化)
- 3 Newton反復での反復塑性(Iplas = 1)
- 応力計算に板厚変化を考慮(Ithick = 1)
- 初期板厚は一定で、 0.74 mm
- 直交異方性角度: 0 degree
- 参照ベクトル: (1 0 0)
参照ベクトルの入力成分は直交異方性の局所座標系の方向1の定義に用いられます。度単位の直交異方性角度は直交異方性の方向1とシェルへの投影ベクトルとの間の角度を定義します。
- 材料特性
- Coulomb摩擦
- 0.129
- Gapmin
- 0.37
- 面剛性の臨界減衰係数
- 1
- インターフェース摩擦の臨界減衰係数
- 1(デフォルト)
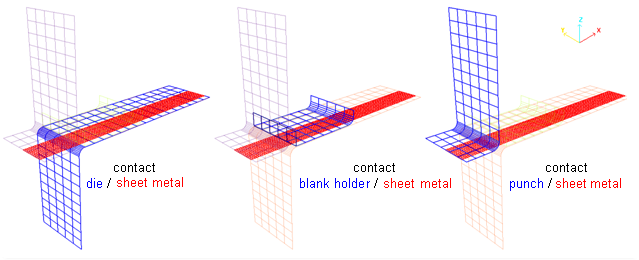
図 12. ペナルティ法のタイプ 7インターフェースを用いた接触のモデル化(メイン / セカンダリ側)
陰解法アプローチでは、ペナルティ法の仮想スプリングを用いた接触はメインとは別の剛性マトリックスに保存されます。したがって、追加のメモリが必要で、接触がアクティブになった時に2番目の接触剛性の情報が印刷されます。
- 法線方向力計算は次のように示されます:
(4) 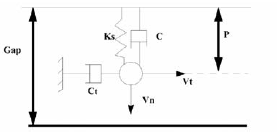
図 13.ここで、- 初期インターフェーススプリング剛性
- インターフェース剛性の臨界減衰係数(デフォルト値: 0.05)
- 接線方向力計算は次のように示されます:
(5) ここで、- インターフェース摩擦の臨界減衰係数(デフォルト値: 1)
陰解法でのスプリングバック計算ではスタンピングツールの除去を、次のような2番目の *_0002.rad Engineファイルの入力においての全てのインターフェースの削除で考慮します:/DEL/INTER 1 2 3インターフェースID 1、2、3が削除されます。
結果
金属スタンピング工程では、高い非線形性の変形が多くの弾性エネルギーを金属材料の塑性変形域に加えてその近くで生成する傾向を持ちます。スタンピング過程の間に金属シートに貯められる内部エネルギーは、その後スタンピング圧力が取り除かれると一度に解放されます。このエネルギー解法が金属成形プロセスでのスプリングバックのドライビング力になります。それ故、シートメタル成形のスプリングバック変形は主にそれが塑性変形を受けている間にパートに貯められた弾性エネルギーの量によります。
陽解法シミュレーションを用いて妥当な計算時間で答えを得るために材料密度は10,000倍にしています。陽解法スプリングバック計算の前で、良い結果を得るためにツールをゆっくり取り除くには更なる時間も必要になります。このように、陽解法スタンピングでは、スタンピング後に陰解法スプリングバック計算を行うよりも時間がかかります。
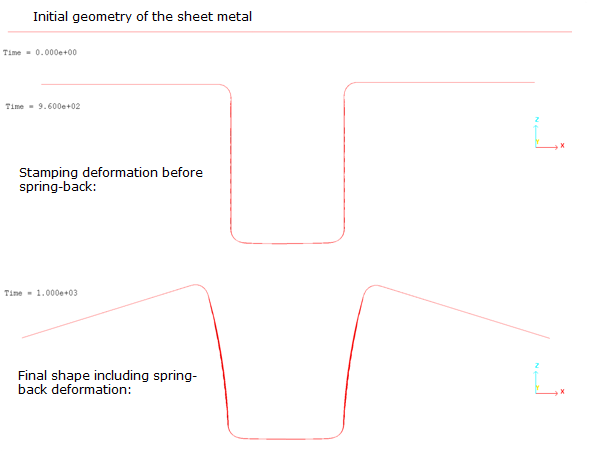
図 14. スプリングバック前と後の金属シートの変形(陰解法スプリングバック)
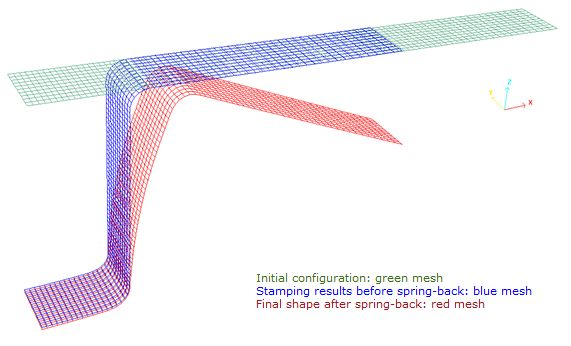
図 15. スプリングバック前と後の変形メッシュ(マルチモデルモード)
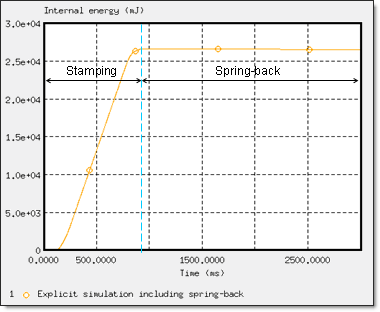
図 17. 金属シートパート内の内部エネルギー(陽解法スプリングバックシミュレーション)
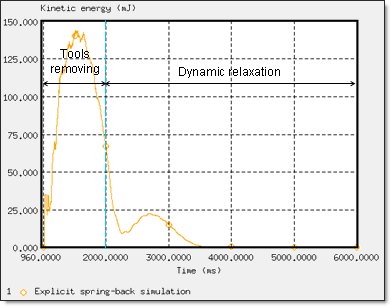
図 18. 準-静的つり合いへの収束(陽解法スプリングバックシミュレーション)
| 1 | 2 | |
|---|---|---|
| 実験(平均値) | 105.7 | 77.7 |
| 陰解法 | 100.8 | 78.6 |
| 陽解法 | 106.1 | 78 |
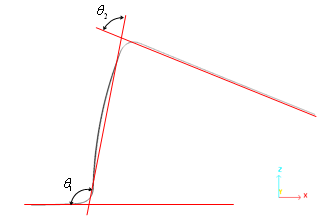
図 19.
| スタンピングCPU(サイクル) | スプリングバックサイクル (反復回数) |
スプリングバック CPU (サイクル当たりのcpu) |
全CPU | |
|---|---|---|---|---|
| 陽解法 | 1160 (92326) | 229379 (-) | 2698 (0.01) | 3858 |
| 陰解法 | - | 120 (354) | 1589 (13.2) | 2749 |
スプリングバックの陰解法シミュレーションは、960 msから1000 msまで実行されます。陽解法スプリングバックシミュレーションは、金属シート上の運動エネルギーが最小値(準-静的つり合い)に達するまで実行されます。最終計算時間は6000 msに設定されています。
陽解法と陰解法はこのテストでは両方とも良い結果を得ていますが、陰解法計算が陽解法計算よりも40%速くなっています。陰解法アプローチでは、しかしがら、陽解法ソルバーに比べて、ステップ当たり1320倍高価になっています。陰解法アプローチの使用が全体の計算時間での節約を可能にしています。